






C型钢成型机工艺流程
发布时间:2014-12-25 11:28
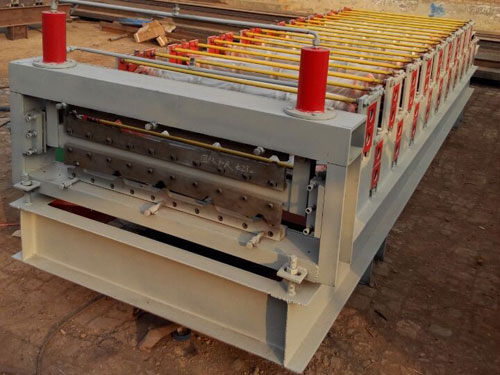
C型钢成型机工艺流程:
带钢从设备的尾部送入,经过各种压辊压制成C型钢机从头部送出。传统工艺中,C型钢压制成型后需要人工进行定长切断,再搬运到冲孔设备按照客户要求的尺寸打孔,生产不能连续,效率不高。经过逐步改进生产工艺, 终实 现了全工艺过程自动控制,飞跃性地提高了生产效率,增加了客户设备的技术含量和附加值。
C型钢机选型时,应考虑它们不同的特点。在轻钢工业厂房中,当有较大悬挂荷载或移动荷载,就可考虑放弃门式刚架而采用网架。
高层钢结构设计中,常采用钢混凝土组合结构,在地震烈度高或很不规则的高层中,不应单纯为了经济去选择不利的核心筒加外框的形式,宜选择周边巨型src柱,核心为支撑框架的结构体系。我国半数以上的此类高层为前者对不利。
结构的布置要根据体系特征,荷载分布情况及性质等综合考虑,一般的说要刚度均匀,力学模型清晰,尽可能限制大荷载或移动荷载的影响范围,使其以 直接的线路传递到基础。柱间抗侧支撑的分布应均匀,其形心要尽量靠近 侧向力(风震)的作用线,否则应考虑结构的扭转。结构的抗侧应有多道防线,比如有支撑框架结构,柱子至少应能单独承受1/4的总水平力。
相关产品
|
相关内容
|
